Precision Tools Trouble Shooting
DISCO has prepared some cautions and tips for how to handle the equipment appropriately when using our precision tools.
Please refer to this information if you suspect any issues with the equipment or notice anything unusual.
- Blade Trouble
- Wheel Trouble
Blade Trouble
-
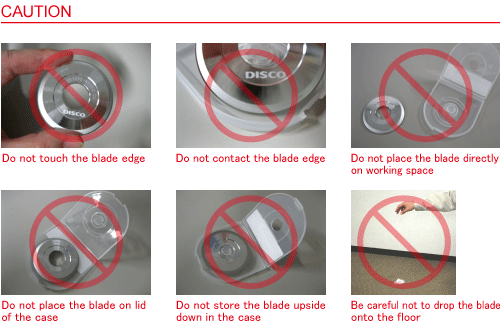
Is the blade being handled appropriately?
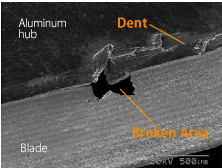
The edges of hubbed blades are very thin and are easily damaged when they come in contact with another material. Please handle the blades with care.
-
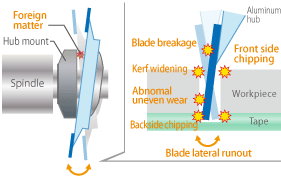
Is the edge surface accuracy of the hub mount (flange) adequate?
Poor hub mount (flange) edge surfrace accuracy can cause runouts while the blade is rotating, damaging the blade. Please perform conditioning beforehand. For details of the edge surface conditioning, please refer to the maintenance manual.
-
Is there any foreign matter stuck between the hub mount (flange) and the blade?
Foreign matter stuck between the hub can cause runouts while the blade is rotating, damaging the blade. It is recommended that you clean the hub mount (flange) every time you replace the blade.
-
Have dressing and precutting been performed?
If dressing and precutting have not been performed or if the wear amount is too small even after they have been performed, blade dressing and truing will be poor, which can lead to failure. As a rough target, please set the dressing/precutting conditions to the below wear amount.
Hub blade: 20 μm
Hubless blade: 30 μm -
Is the cutting water being properly supplied?
Cutting water not being properly supplied to the processing point can cause particles to remain on the workpiece and prevent proper cooling. Please check that there are no obstructions in the nozzle and that the cutting water is being supplied to the proper position.
-
Are the cutting water settings appropriate?
If the kerf width has become significantly narrower than it was at the beginning of cutting, there is the possibility that the cutting water has corroded the blade, leading it to become thinner. Blade thinning causes blade edge chipping and decreased blade strength, which can ultimately lead to failure. Please check whether there have been any changes to the cutting water additive type or concentration or the CO2 bubbler settings.
In addition, there is the possibility that corrosion may accelerate during idling. Thus, please avoid leaving the equipment idling for a long period of time with the cutting water directed at the blade.
-
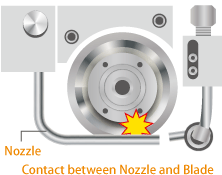
Is the nozzle in contact with the blade?
Contact between the nozzle and blade can damage the blade. Please be especially careful when replacing different sized blades.
-
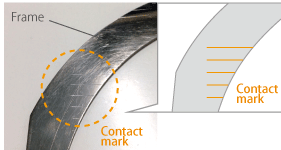
Are you processing something other than a workpiece?
Processing anything other than a proper workpiece can damage the blade. Please check whether there is is any evidence of other objects being processed, such as frames and clamps.
-
Have any of the die moved during processing
When die move during processing, they can collide with the blade, damaging the blade. Please check whether the workpiece has been properly secured if you discover that die have moved during processing.
-
Have the processing parameters been changed?
Blade breakage is often caused by a high processing load due to an increased feed speed. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
Blade breakage can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.
-
Is the blade being handled appropriately?
The edges of hubbed blades are very thin and are easily damaged when they come in contact with another material. Please handle the blades with care.
-
Is the edge surface accuracy of the hub mount (flange) adequate?
Poor hub mount (flange) edge surfrace accuracy can cause runouts while the blade is rotating, damaging the blade. Please perform conditioning beforehand. For details of the edge surface conditioning, please refer to the maintenance manual.
-
Is there any foreign matter stuck between the hub mount (flange) and the blade?
Foreign matter stuck between the hub can cause runouts while the blade is rotating, damaging the blade. It is recommended that you clean the hub mount (flange) every time you replace the blade.
-
Have dressing and precutting been performed?
If dressing and precutting have not been performed or if the wear amount is too small even after they have been performed, blade dressing and truing will be poor, which can lead to failure. As a rough target, please set the dressing/precutting conditions to the below wear amount.
Hub blade: 20 μm
Hubless blade: 30 μm -
Is the cutting water being properly supplied?
Cutting water not being properly supplied to the processing point can cause particles to remain on the workpiece and prevent proper cooling. Please check that there are no obstructions in the nozzle and that the cutting water is being supplied to the proper position.
-
Are the cutting water settings appropriate?
If the kerf width has become significantly narrower than it was at the beginning of cutting, there is the possibility that the cutting water has corroded the blade, leading it to become thinner. Blade thinning causes blade edge chipping and decreased blade strength, which can ultimately lead to failure. Please check whether there have been any changes to the cutting water additive type or concentration or the CO2 bubbler settings.
In addition, there is the possibility that corrosion may accelerate during idling. Thus, please avoid leaving the equipment idling for a long period of time with the cutting water directed at the blade.
-
Have the processing parameters been changed?
A meandering processing is often caused when the RPM/speed is increased. Please check whether the processing parameters have been changed.
-
Has the blade size been changed?
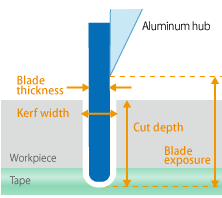
Too much blade exposure and/or a narrow kerf width can weaken the blade, causing the processing line to meander. Please check whether the blade size have been changed.
-
Is the blade being handled appropriately?
The edges of hubbed blades are very thin and are easily damaged when they come in contact with another material. Please handle the blades with care.
-
Is the edge surface accuracy of the hub mount (flange) adequate?
Poor hub mount (flange) edge surfrace accuracy can cause runouts while the blade is rotating, damaging the blade. Please perform conditioning beforehand. For details of the edge surface conditioning, please refer to the maintenance manual.
-
Is there any foreign matter stuck between the hub mount (flange) and the blade?
Foreign matter stuck between the hub can cause runouts while the blade is rotating, damaging the blade. It is recommended that you clean the hub mount (flange) every time you replace the blade.
-
Have dressing and precutting been performed?
If dressing and precutting have not been performed or if the wear amount is too small even after they have been performed, blade dressing and truing will be poor, which can lead to failure. As a rough target, please set the dressing/precutting conditions to the below wear amount.
Hub blade: 20 μm
Hubless blade: 30 μm -
Is the cutting water being properly supplied?
Cutting water not being properly supplied to the processing point can cause particles to remain on the workpiece and prevent proper cooling. Please check that there are no obstructions in the nozzle and that the cutting water is being supplied to the proper position.
-
Are the cutting water settings appropriate?
If the kerf width has become significantly narrower than it was at the beginning of cutting, there is the possibility that the cutting water has corroded the blade, leading it to become thinner. Blade thinning causes blade edge chipping and decreased blade strength, which can ultimately lead to failure. Please check whether there have been any changes to the cutting water additive type or concentration or the CO2 bubbler settings.
In addition, there is the possibility that corrosion may accelerate during idling. Thus, please avoid leaving the equipment idling for a long period of time with the cutting water directed at the blade.
-
Have the processing parameters been changed?
Chipping is often caused by a high processing load due to an increased feed speed. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
Chipping can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.
-
Is the blade being handled appropriately?
The edges of hubbed blades are very thin and are easily damaged when they come in contact with another material. Please handle the blades with care.
-
Is the edge surface accuracy of the hub mount (flange) adequate?
Poor hub mount (flange) edge surfrace accuracy can cause runouts while the blade is rotating, damaging the blade. Please perform conditioning beforehand. For details of the edge surface conditioning, please refer to the maintenance manual.
-
Is there any foreign matter stuck between the hub mount (flange) and the blade?
Foreign matter stuck between the hub can cause runouts while the blade is rotating, damaging the blade. It is recommended that you clean the hub mount (flange) every time you replace the blade.
-
Have dressing and precutting been performed?
If dressing and precutting have not been performed or if the wear amount is too small even after they have been performed, blade dressing and truing will be poor, which can lead to failure. As a rough target, please set the dressing/precutting conditions to the below wear amount.
Hub blade: 20 μm
Hubless blade: 30 μm -
Is the cutting water being properly supplied?
Cutting water not being properly supplied to the processing point can cause particles to remain on the workpiece and prevent proper cooling. Please check that there are no obstructions in the nozzle and that the cutting water is being supplied to the proper position.
-
Are the cutting water settings appropriate?
If the kerf width has become significantly narrower than it was at the beginning of cutting, there is the possibility that the cutting water has corroded the blade, leading it to become thinner. Blade thinning causes blade edge chipping and decreased blade strength, which can ultimately lead to failure. Please check whether there have been any changes to the cutting water additive type or concentration or the CO2 bubbler settings.
In addition, there is the possibility that corrosion may accelerate during idling. Thus, please avoid leaving the equipment idling for a long period of time with the cutting water directed at the blade.
-
Have the processing parameters been changed?
Chipping is often caused by a high processing load due to an increased feed speed. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
Chipping can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.
-
Have any changes been made to the tape?
The dicing tape material and strength applied in securing the workpiece can cause chipping. Please check whether any changes have been made to the dicing tape.
-
Is the blade being handled appropriately?
The edges of hubbed blades are very thin and are easily damaged when they come in contact with another material. Please handle the blades with care.
-
Is the edge surface accuracy of the hub mount (flange) adequate?
Poor hub mount (flange) edge surfrace accuracy can cause runouts while the blade is rotating, damaging the blade. Please perform conditioning beforehand. For details of the edge surface conditioning, please refer to the maintenance manual.
-
Is there any foreign matter stuck between the hub mount (flange) and the blade?
Foreign matter stuck between the hub can cause runouts while the blade is rotating, damaging the blade. It is recommended that you clean the hub mount (flange) every time you replace the blade.
-
Have dressing and precutting been performed?
If dressing and precutting have not been performed or if the wear amount is too small even after they have been performed, blade dressing and truing will be poor, which can lead to failure. As a rough target, please set the dressing/precutting conditions to the below wear amount.
Hub blade: 20 μm
Hubless blade: 30 μm -
Is the cutting water being properly supplied?
Cutting water not being properly supplied to the processing point can cause particles to remain on the workpiece and prevent proper cooling. Please check that there are no obstructions in the nozzle and that the cutting water is being supplied to the proper position.
-
Are the cutting water settings appropriate?
If the kerf width has become significantly narrower than it was at the beginning of cutting, there is the possibility that the cutting water has corroded the blade, leading it to become thinner. Blade thinning causes blade edge chipping and decreased blade strength, which can ultimately lead to failure. Please check whether there have been any changes to the cutting water additive type or concentration or the CO2 bubbler settings.
In addition, there is the possibility that corrosion may accelerate during idling. Thus, please avoid leaving the equipment idling for a long period of time with the cutting water directed at the blade.
-
Is the blade deformed?
Blade deformation can prevent processing from being performed properly. Please handle the blades with care.
-
Is the blade properly stored?
The inner diameter of the blade may fluctuate depending on temperature and humidity. If the inner diameter of the blade shrinks due to storage environment, it may not be possible to equip the blade to the hub mount (flange). Placing the blade in the same environment as the equipment for over 24 hours before use is recommended.
- If the blade will be stored in a warehouse, storing it unopened at room temperature indoors is recommended.
- Please note that hub blades are more susceptible to temperature-induced inner diameter fluctuations because the hub is aluminum.
- Please note that resin blades are more susceptible to inner diameter shrinkage due to expansion in high-temperature, high-humidity environments because of the characteristics of the bond. -
Is the hub mount (flange) dirty or scratched?
If there is adhered matter or scratching at the point where the hub mount (flange) meets the inner diameter of the blade, it may not be possible to equip the blade. Please confirm. Cleaning the hub mount (flange) each time the blade is replaced is also recommended.
Wheel Trouble
-
Is the wheel being handled appropriately?
Wheel segments are easily damaged when they come in contact with other materials. Please handle the wheels with care.
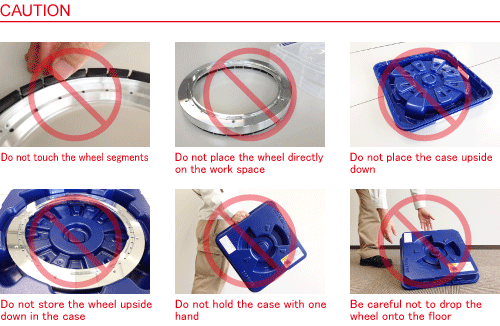 Note: When mounting a wheel, please use a wheel guard to protect the segments.
Note: When mounting a wheel, please use a wheel guard to protect the segments.

-
Is the spindle rotation during idling appropriate?
When a wheel rotates at too high a rate when idling during equipment setup, there is a risk that they may break, thus causing injury and damage to the equipment. Please follow the speed limit inscribed on the wheel.
Note: Please click here for details about the speed limit. -
Is the wheel being mounted properly?
When mounting a wheel, please tighten the wheel with the specified torque. Please refer to the maintenance manual for details on the torque.
-
Is the wheel being mounted at the proper axis?
Mounting a wheel at the incorrect axis can cause improper processing. Please check the wheel specification and the axis where the wheel is mounted.
-
Is foreign matter caught between the spindle mount and wheel?
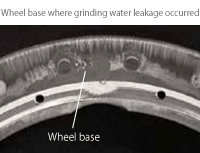
If equipment is used with foreign matter caught between the spindle mount and wheel, vibration and wheel coolant leakage from the mounting surface can occur, leading to an increase in grinding load due to lack of truing. This can ultimately cause failure. Before mounting, cleaning the mounting surfaces of the wheel and mount is recommended.
-
Has the dressing and precut been properly performed?
Not performing a dressing and precut can cause issues due to poor wheel segment parallelism and/or dressing quality. It is recommended that you use a dresser board and dressing conditions suited to the abrasives and bond being used.
-
Is the nozzle or height gauge in contact with the wheel?
Contact between the wheel and external nozzle or height gauge can damage the wheel segments. Please be especially careful not to cause collisions/interference with the segments when replacing a wheel.
-
Are you processing something other than a workpiece?
Processing anything other than an actual workpiece can damage the wheel. Please check whether the protective tape or workpiece securing jig extends beyond the workpiece.
-
Have the processing parameters been changed?
Wheel breakage is often caused by a high processing load due to an increased feed speed and/or a decreased spindle rotation. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
Wheel breakage can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.
-
Is the wheel being handled appropriately?
Wheel segments are easily damaged when they come in contact with other materials. Please handle the wheels with care.
Note: When mounting a wheel, please use a wheel guard to protect the segments.
-
Is the wheel being mounted at the proper axis?
Mounting a wheel at the incorrect axis can cause improper processing. Please check the wheel specification and the axis where the wheel is mounted.
-
Is there any foreign matter stuck between the spindle mount and the wheel?
Using the wheel while foreign matter is stuck between the spindle mount and the wheel can cause vibration and/or grinding water leakage from the mounting surface. It is recommended that you clean the wheel and the spindle mount when mounting a wheel.
-
Has the dressing and precut been properly performed?
Not performing a dressing and precut can cause issues due to poor wheel segment parallelism and/or dressing quality. It is recommended that you use a dresser board and dressing conditions suited to the abrasives and bond being used.
-
Is the grinding water being properly supplied?
If the grinding water is not being properly supplied to the processing point, it can cause particles to remain on the workpiece and prevent proper cooling. Please check the nozzle settings and grinding water flow rate, and make sure that the grinding water is being supplied to the proper position.
-
Is the nozzle or height gauge in contact with the wheel?
Contact between the wheel and external nozzle or height gauge can damage the wheel segments. Please be especially careful not to cause collisions/interference with the segments when replacing a wheel.
-
Has the block gauge being properly managed?
When the block gauge is worn out, setup cannot be properly performed, causing the wheel to collide with the workpiece. Please check how the thickness gauge is being managed.
-
Are you processing something other than a workpiece?
Processing anything other than an actual workpiece can damage the wheel. Please check whether the protective tape or workpiece securing jig extends beyond the workpiece.
-
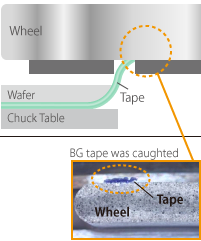
Is the size of the protective tape appropriate and is the tape attached properly?
If the size of the protective tape is too small for the wafer or if the tape is not properly attached, the edge of the wafer will not be sufficiently secured, which can lead to the wafer edge or the entire wafer becoming damaged. Please check the size of the protective tape and whether it is attached properly.
-
Have the processing parameters been changed?
Workpiece breakage is often caused by an improper air cut setting or high processing load due to an increased feed speed and/or a decreased spindle rotation. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
Workpiece breakage can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.
-
Is the wheel being handled appropriately?
Wheel segments are easily damaged when they come in contact with other materials. Please handle the wheels with care.
Note: When mounting a wheel, please use a wheel guard to protect the segments.
-
Is the wheel being mounted at the proper axis?
Mounting a wheel at the incorrect axis can cause improper processing. Please check the wheel specification and the axis where the wheel is mounted.
-
Is there any foreign matter stuck between the spindle mount and the wheel?
Using the wheel while foreign matter is stuck between the spindle mount and the wheel can cause vibration and/or grinding water leakage from the mounting surface. It is recommended that you clean the wheel and the spindle mount when mounting a wheel.
-
Has the dressing and precut been properly performed?
Not performing a dressing and precut can cause issues due to poor wheel segment parallelism and/or dressing quality. It is recommended that you use a dresser board and dressing conditions suited to the abrasives and bond being used.
-
Is the grinding water being properly supplied?
If the grinding water is not being properly supplied to the processing point, it can cause particles to remain on the workpiece and prevent proper cooling. Please check the nozzle settings and grinding water flow rate, and make sure that the grinding water is being supplied to the proper position.
-
Are you processing something other than a workpiece?
Processing anything other than an actual workpiece can damage the wheel. Please check whether the protective tape or workpiece securing jig extends beyond the workpiece.
-
Have the processing parameters been changed?
Workpiece burning is often caused by little wheel wear due to a decreased feed speed and/or an increased spindle rotation. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
Workpiece burning can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.
-
Is the wheel being handled appropriately?
Wheel segments are easily damaged when they come in contact with other materials. Please handle the wheels with care.
Note: When mounting a wheel, please use a wheel guard to protect the segments.
-
Is the wheel being mounted at the proper axis?
Mounting a wheel at the incorrect axis can cause improper processing. Please check the wheel specification and the axis where the wheel is mounted.
-
Has the wheel been used while it is damaged?
Processing while the wheel segments are damaged will cause issues. Please check whether the wheel is damaged.
-
Is foreign matter caught between the spindle mount and wheel?
If equipment is used with foreign matter caught between the spindle mount and wheel, vibration and wheel coolant leakage from the mounting surface can occur, leading to an increase in grinding load due to lack of truing. This can ultimately cause failure. Before mounting, cleaning the mounting surfaces of the wheel and mount is recommended.
-
Has the dressing and precut been properly performed?
Not performing a dressing and precut can cause issues due to poor wheel segment parallelism and/or dressing quality. It is recommended that you use a dresser board and dressing conditions suited to the abrasives and bond being used.
-
Is the grinding water being properly supplied?
If the grinding water is not being properly supplied to the processing point, it can cause particles to remain on the workpiece and prevent proper cooling. Please check the nozzle settings and grinding water flow rate, and make sure that the grinding water is being supplied to the proper position.
-
Is the nozzle or height gauge in contact with the wheel?
Contact between the wheel and external nozzle or height gauge can damage the wheel segments. Please be especially careful not to cause collisions/interference with the segments when replacing a wheel.
-
Are you processing something other than a workpiece?
Processing anything other than an actual workpiece can damage the wheel. Please check whether the protective tape or workpiece securing jig extends beyond the workpiece.
-
Have the processing parameters been changed?
A rougher grinding surface is often caused by a high processing load due to an increased feed speed and/or a decreased spindle rotation. Please check whether the processing parameters have been changed.
-
Have any changes been made to the workpiece?
A rougher grinding surface can be caused by a high processing load due to workpiece thickness, film thickness, and the type of film being used. Please check whether any changes have been made to the workpiece.